 Deutsch
Deutsch Englisch
Englisch Chinese
Chinese Polnisch
Polnisch

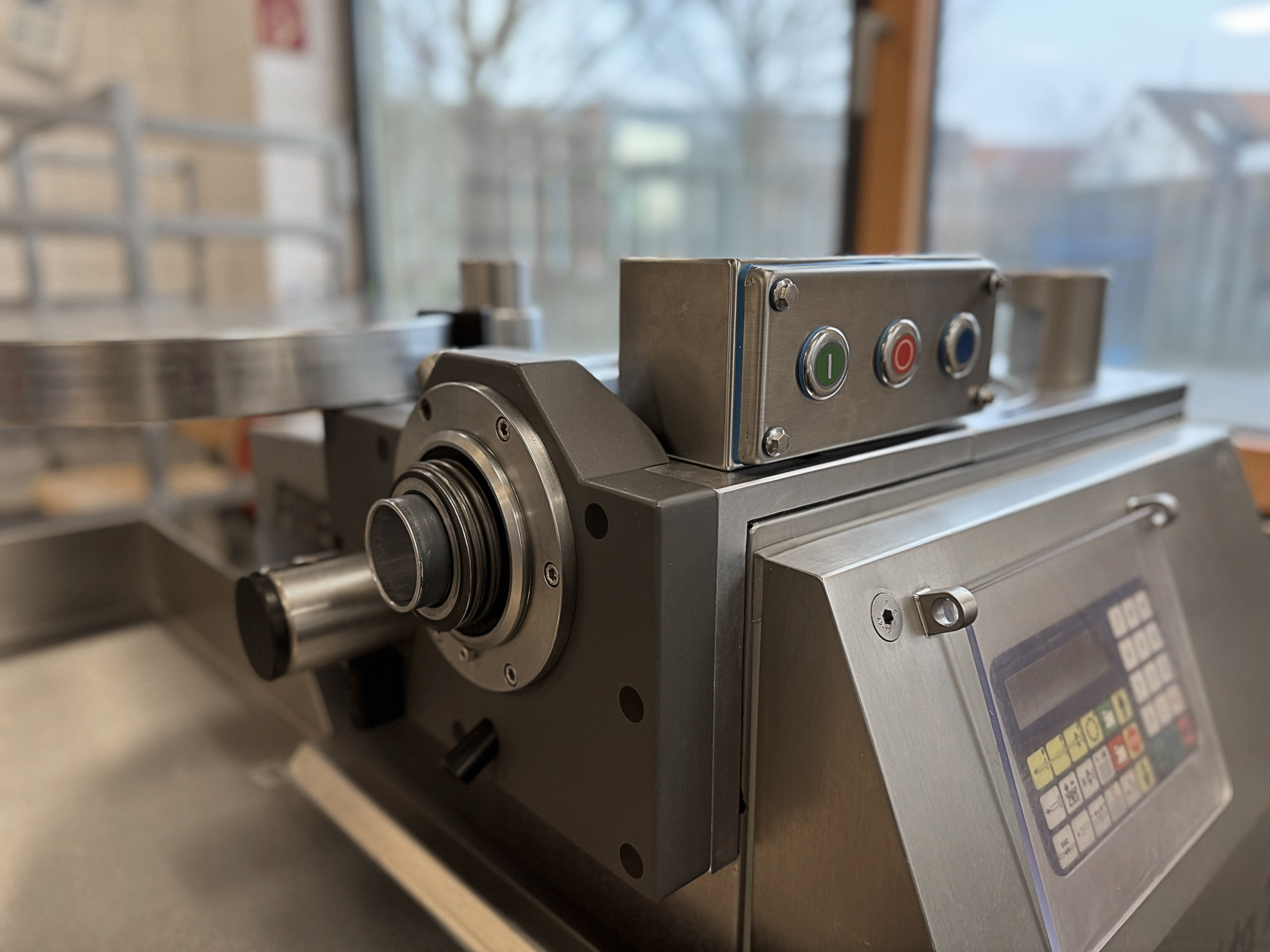
Die robuste, kantenfreie Bauform ohne mechanische Komponenten lässt sich besonders leicht reinigen und widersteht selbst aggressiven Reinigungsmitteln.

Lösungen für hygienische HMI-Anwendungen in der Lebensmittelindustrie
Wir entwickeln HMI-Lösungen, die auf die speziellen Anforderungen der Lebensmittelindustrie zugeschnitten sind – hygienisch, robust und intuitiv bedienbar.
Unsere Bedienelemente erfüllen gängige Hygienestandards und lassen sich nahtlos in bestehende Anlagen integrieren. Die klare Anordnung von Funktionen, intuitive Bedienung und anpassbare Schnittstellen sorgen für eine effiziente und sichere Nutzung.
In enger Abstimmung mit Ihnen entwickeln wir individuelle Lösungen, die exakt auf Ihre Prozesse, Umgebungsbedingungen und Systemanforderungen abgestimmt sind.
Ihre Vorteile:
- Hygienegerechtes Design gemäß einschlägiger Normen (z. B. EHEDG, FDA)
- Individuelle Anpassung an Prozesse, Umgebungsbedingungen und Schnittstellen
- Intuitive Bedienung für effiziente und sichere Abläufe

Produkte










Anwendungen



Ein Auszug unserer Referenzliste
Verarbeitung in der Lebensmitteltechnik






Maschinenbau in der Lebensmitteltechnik



